
实际上,据说平面口罩机最难的部分是焊接耳带机,但我认为并不难,而且稳定性一般不是很好。这个锅主要是机械设计;着重于耳朵带线的连续切割,焊接问题,钩子的悬挂问题;这也是一个瓶颈。
调试不是很困难,非常麻烦,尤其是控制细节。如果使用拍摄视频的方法,则应清楚;仅仅因为我已经养成了多年的习惯,长网络时代就是一条小水管,而且对视频的抵抗力也越来越强。我通常更喜欢阅读文字或图片,少看视频,更不用说制作视频了。特别是在微信上发送语音和视频时,每次我都很沮丧。
长话短说:
1.耳线长度调节极限调节的说明

耳线太松,您需要向下移动限位块,
耳线太紧,向上调节限位块
每次拉动电线时,滚子都刚好碰到极限块以达到最佳位置,并且还需要匹配耳带电机的适当速度
2.上焊接头的压力/行程/位置调整的说明
松开限位块锁紧螺钉,旋转限位块以调节冲程和压力
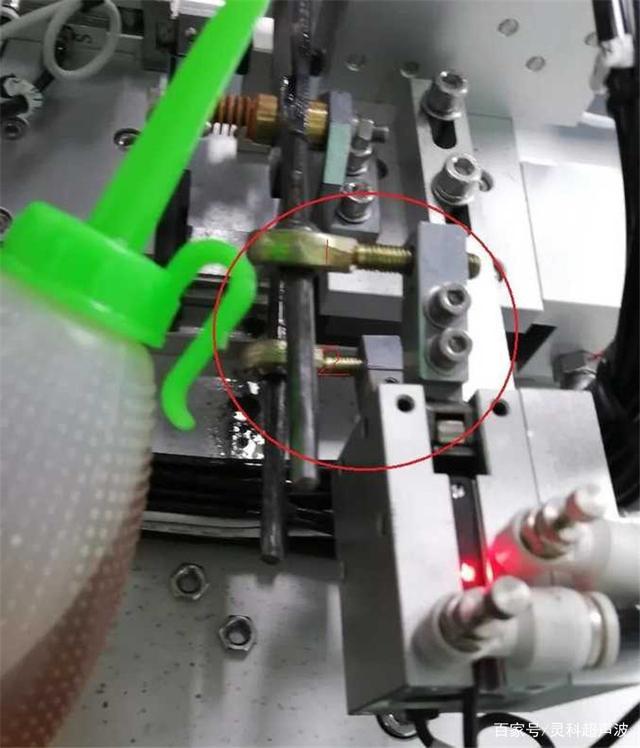
3.超声波焊接模头的调整说明

调整两个回路中的四个螺钉,图2中的上部焊接头正好水平,请确保锁定。
并每周至少检查一次螺钉是否松动
4.调整上焊头和下模平行度的说明

调整面罩托盘和正面按压位置,进行2、3调整,压缩程度高,位置合适,并且不会干扰双夹。
5.剪刀位置/开度调节
不要在圆圈中水平,略微交错,任何使用过剪刀的人都知道小号不断被剪断。
6.调整轨道松紧度/调整面罩托盘和正面按压位置
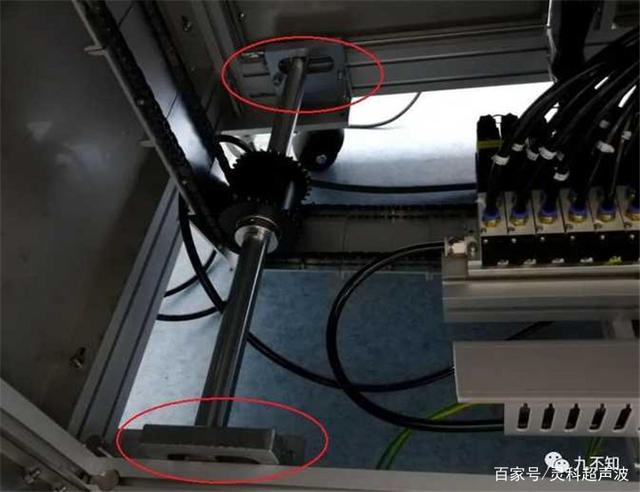
根据第4条,两个红色圆圈会调整轨道的松紧度;关于原点传感器的调整方法,请参阅第13条
7.耳带焊丝位置的调整

观察红色圆圈位置,中心
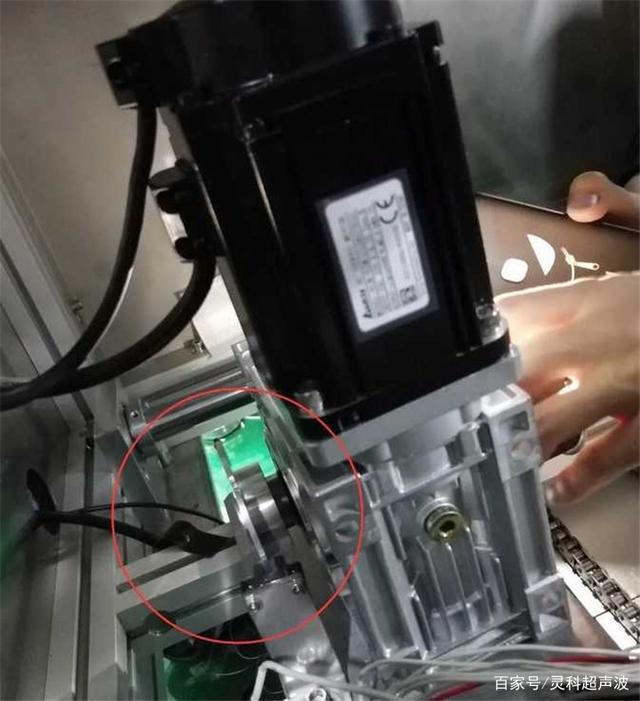
8.浮接检查/气缸速度调节

浮动接头必须每三天检查一次。绿色圆圈是调速阀。
9.气动元件,备件清单
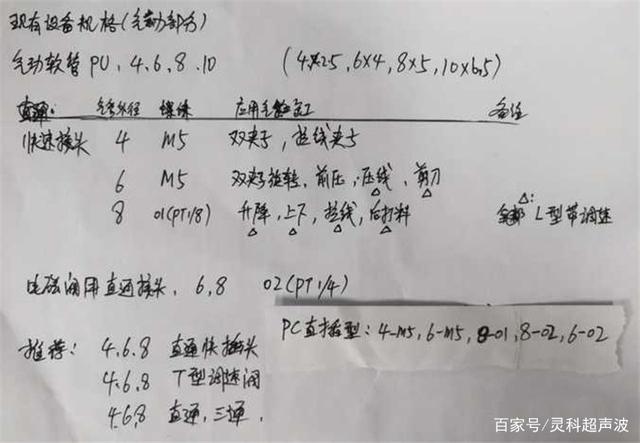
1.气管规格:气动PU软管,外径为4、6、8、10
2.气缸快速插头规格:PC直插式,4-M5、6-M5、8-01、6-02、8-02
3.节流阀/调速阀规格:T型调速阀,4,6,8
4.直通/三通规格:4、6、8
10.调整滑道的宽度

红色水平线1的尺寸比掩模的长度稍长,并且以上焊接头为中心。
红色水平线2的尺寸可以更大,这对于掩模前进是方便的。
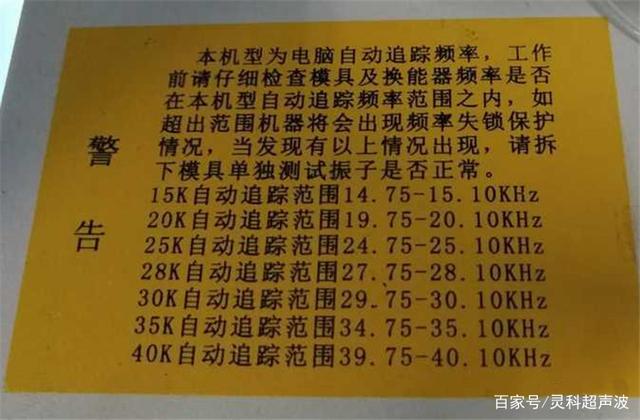
11.超声描述
12.灵科超声波调试密码:
关于超声波手动模式
1.先停止触发
2.输入密码168,单击高级设置右上角的空白,进入界面,并将占空比更改为1111(文章演说,不是真密码)。
3.返回后,您可以修改电源。不要超过55%。
4.警告请勿随意更改参数,否则有燃烧超声波的危险。
13.伺服原点调整
1.注意安全,防止碰触超声波振子等地方
2.物料托盘未放入,自动模式为空
3.按暂停
4.钻入并旋转传感器
5.开始,然后模拟空进纸,并观察前压机下垫的位置
6.如果不正确,请继续从步骤3开始重复操作,直到确定。
14.耳带线的焊接问题


