
一般来说,超声波焊接的问题很容易判断;焊接效果不好,焊接不好,或者尖叫声必须被破坏,如果改变,将被更换。
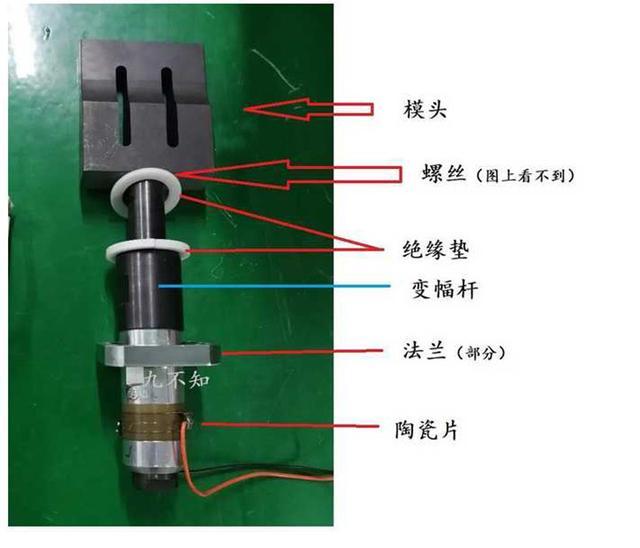
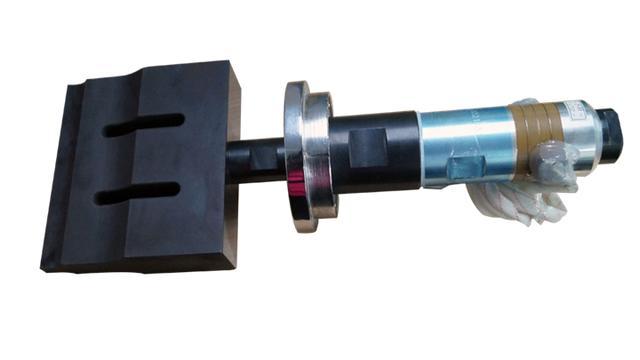
毕竟,组件非常简单,控制器+振动器+模头。当然,陶瓷件连接到通常称为振动器的喇叭,然后用螺钉连接到模头。
简要说明原理:超声控制器的电源将商用电源转换为1520k的高频高压交流电,并将其提供给超声换能器。换能器将电能转换为机械能(超声波)。换能器在纵向进行伸缩运动时会产生振幅,然后通过变幅杆将其传输到焊接头。
实际上,超声波焊接有很多故障
控制器故障:烧录机(烧录保险);无法搜索频率;发送波浪警报;
换能器晶粒相关故障:模头损坏,振动微弱;陶瓷件损坏;啸叫,振子与模头的连接螺钉断裂;

一般声音判断:
正常运行时,人们听到的声音是尖锐的,正常的工作声音是均匀而尖锐的,并且比较细微。如果它特别大,嘈杂且啸叫,则组件或安装必须存在问题;
焊接效果判断:
在排除物质因素之后,衰减是最重要的故障。

严格的判断:
安装问题主要是锁定振动器和模头(通常用虎钳夹紧,这需要相对较高的扭矩);然后固定法兰部分并安装绝缘垫。
超声波焊接工作方式
超声波有两种主要工作模式,长波(连续波)和短波(间歇波)。与连续波相比,间歇波的波时更短,热量更少,因此使用寿命更长,对焊接效果的影响很小。对于平面口罩机,薄膜机必须是长波,而焊接耳带通常是短波。
影响焊接效果的因素
焊接的影响主要是焊接时间和焊接停留时间(固化时间)。
在理想状态下,两者相加的时间越少越好。实际上,材料,压力,功率等可能会略有不同。
焊接时间范围一般为:0.010.2s,固化时间一般<0.06s
焊接效果分析-外观
焊接外观:
正常外观:焊接痕迹是一体的,并且清晰可见,不透明,并且不会在背面熔化。
焊接时间过长(压力太大):它会在焊点周围熔化,并且通常变得透明且坚硬,也很容易脱落。

焊接时间太短(压力太小):耳带线浮在表面上,可以用一点力将其拉下。
功率异常(滞留时间异常):耳带线和面罩的焊接外观基本正常,压力也正常,但焊点会立即脱去,留下浅痕。
焊接效果分析-张力
面罩耳线张力,咨询相关信息后:
面罩耳带拉力标准-面罩拉力测试标准
YY 0469-2011医用口罩标准规定,每个口罩带与口罩主体连接处的断裂强度不得小于10N

YY / T 0969-2013一次性医用口罩该标准规定,每个口罩带与口罩主体之间的连接点的断裂强度不应小于10N。
GB T 32610-2016日常防护口罩该标准规定,每个口罩带与口罩主体连接处的断裂强度不应小于20N。
GB T 32610-2016常规防护口罩技术规范规定了口罩带的断裂强度试验方法以及口罩带与口罩主体之间的连接
*以上时间为10秒
简单判断标准:
拉力为10N,即1kg。用大约1升水将其挂在耳带上,并保持拉动10秒钟。

