总览
本文详细介绍了PPS塑料超声焊接的常见问题,例如超声焊珠的设计,焊接条件和焊接强度。超声波技术不仅用于零件焊接,还适用于超声波铆接和超声波镶嵌工艺。

PPS(聚苯硫醚)是一种半结晶热塑性塑料,具有陡峭的熔融曲线和较高的熔融温度(285°C,545°F)。其纯材料PPS不适合用于超声波焊接。但是,在添加玻璃纤维和其他填充剂之后,由于PPS混合物的刚性大大提高,因此有助于超声振动的传播,因此可以使用超声焊接。在合理设计焊接筋的条件下,可以轻松焊接含玻璃纤维含量为40%的PPS。然而,当玻璃纤维含量和矿物粉末继续增加时,由于混合物中的树脂含量降低,因此难以进行超声波焊接。
焊接筋设计
PPS产品的焊接筋的设计对于焊接强度非常重要。有必要考虑零件装配的零件和焊接肋的设计,以及这些设计对超声焊接工艺的影响。

对于PPS材料的焊接,通常采用剪缝设计。对于三角形的导热肋或阶梯式焊接肋的设计,具有不同成分的不同类型的PPS具有不同的焊接效果。对于具有高填料含量的PPS混合物,它们在熔融过程中没有足够的流动性,并且不能流入两侧以形成更多的粘结区域。因此,这种类型的PPS混合物不适用于三角型导热肋或阶梯式焊接肋的设计。
对于剪切缝,在焊接过程中会在连接界面上产生“拖尾”作用,从而使熔融塑料产生更大的流动性并且更易于焊接。测试表明,对于填充剂含量高的PPS,使用剪切接缝的产品拉拔力是阶梯式焊条的6倍。同时,剪切缝熔化并且粘结面积更大,这有助于密封。
下面的图1和图2显示了典型的剪切缝和阶梯式焊缝设计。
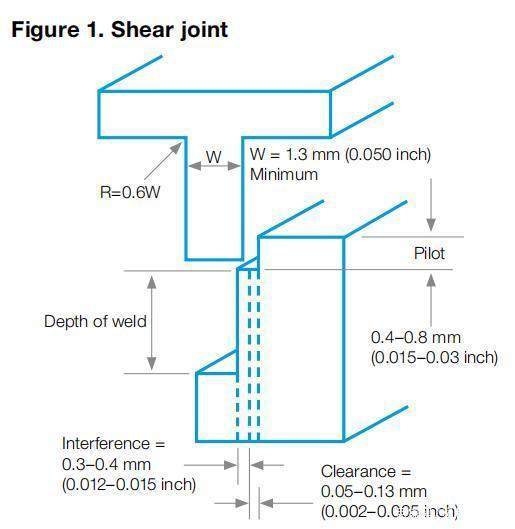
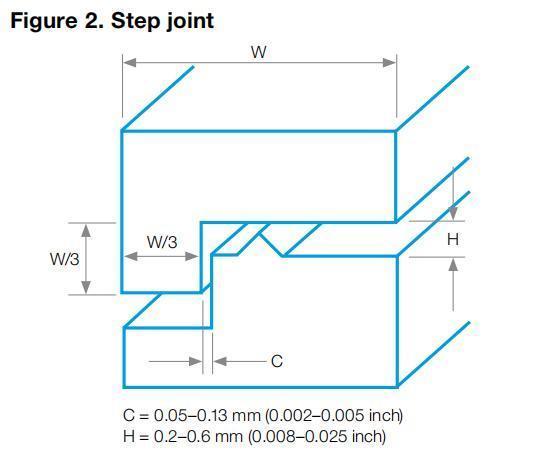
对于最大尺寸大于89mm或不规则形状的产品,很难控制注塑误差,这将导致不稳定的焊接结果。因此,对于较大尺寸或不规则形状的产品,不建议采用剪缝设计,而建议采用三角能量引导肋/阶梯/槽缝设计。通常,剪切缝的焊接深度约为壁厚的1.25倍。
对于PPS薄壁零件的超声近场焊接,高频(例如20Khz或30Khz)和低振幅的焊接过程更容易成功。同时,它具有瞬时功率低和防止元件损坏的优点。在设计导电肋和焊接肋时,对于典型的半结晶材料,三角形肋的顶角为60°,底部宽度通常为壁厚的20%-25%,高度为厚度的0.866倍底宽。
在设计选择超声焊接工艺的产品时,有必要考虑将不必要的超声能量损失降至最低。记住这一点很重要。超声波沿焊接头移动的方向传播振动,并且能量与壁部分的大小成比例。要振动的部分应该是组件中最上部最轻的部分,同时应在焊道上方设计一个较大的平面,以便于与焊头接触。有时,有必要设计一种特殊的结构将振动能量直接传递到焊缝,例如在盖子的边缘添加凸起的唇状结构。为了避免由焊条的焊接引起的干扰,适当的零件装配间隙也是必要的。振动路径上的零件应增加圆形结构,圆形的大小应为壁厚的0.6倍,以免在超声焊接过程中零件破裂。对称设计的零件因其均匀的压力和能量分布而更易于焊接。
总之,以下是应避免的错误焊接设计:
装配部件的间隙设计过小,存在紧密配合或过盈配合,从而妨碍了超声波振动有效传递给焊条;传递超声波振动的部分截面太小/太薄,导致大振幅下产生裂纹;如果焊珠的尺寸太大,则瞬时功率输出太大,可能会损坏零件。与焊接头直接接触的零件不是组件中最顶部和最轻的零件;内部尖角可能会导致零件破裂;内部金属插件会吸收超声波振动并降低焊接效率,因此金属零件应在超声波焊接后组装。
焊接工艺建议
最佳的超声波焊接工艺很大程度上取决于零件的质量和组件的组装精度,以及所使用的焊接设备和夹具。在产品设计阶段,征求制造商的意见很重要。焊接参数的调整应考虑材料成分,零件的尺寸误差和刚度,以及焊接头与产品接触的位置与焊缝之间的距离。产品的可焊接性是指材料传递超声波振动而不损坏的能力。
由于PPS是高熔点半结晶热塑性塑料,因此通常需要大振幅的超声波振动才能熔化塑料以形成焊缝。考虑到PPS的高模量(高刚度)特性,输出的振幅可以在塑料部件中长距离传输。焊头和焊缝之间的距离越大,所需的振幅就越大。在近场焊接中(焊头接触面与焊缝之间的距离小于6mm),可以采用高频低幅焊接工艺来获得更高的焊接效率。在远场焊接中(焊头接触面与焊缝之间的距离大于6mm),振幅传递距离受产品结构的限制。壁越薄,超声波振动的传播距离越短。

焊接所需的功率取决于焊接区域的大小,零件的几何形状以及材料的吸收特性。 PPS焊接通常需要高功率输出,以确保大部分能量非常快速地传递到焊缝,同时避免振动损坏部件。焊头的速度应与PPS塑料熔化和焊缝形成的速度相匹配。
当产品采用剪缝设计时,可以将初始参数设置为高功率输出,大比例放大器,低焊接压力和较慢的焊接速度。然后,根据实际焊接结果进行下一步调整。焊接时要小心,大振幅和长期振动会损坏零件表面。在保压阶段形成最大的焊接强度。如果气密性不好,可以通过增加动态包装距离或包装时间来改善。
使用剪缝设计时,必须注意产品壁的侧面支撑,以免由于焊接过程中零件侧壁的膨胀而导致焊接强度差的问题。夹具可以由铝,钢,树脂或其他材料制成。固定装置与产品之间的间隙应适当,以提供适当的支撑并有助于零件的搬运。
焊接强度
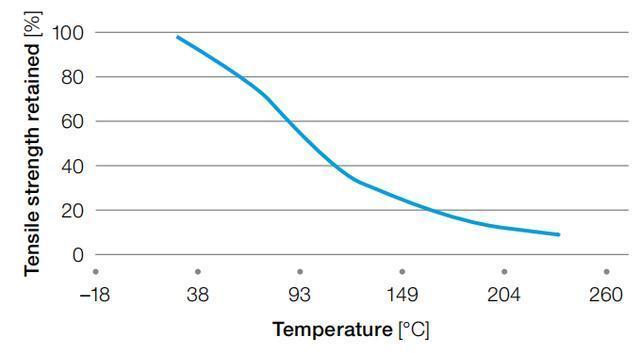
焊接强度通常远低于主体材料。因为焊缝上几乎没有玻璃纤维,所以焊缝的强度主要取决于树脂本身的强度。也就是说,在焊接纯树脂材料(不使用玻璃纤维增强材料)时,焊接强度通常不如主体材料强。对于某些特定的PPS材料,焊接强度可以达到50Mpa;对于大多数PPS材料,焊接强度小于35Mpa。另外,焊接强度随着温度的升高而降低,如下图所示(纯材料的纯拉伸强度随温度而变)。
此外,还有许多其他因素会影响焊接强度:
焊接面积焊接线越长,塑料越熔化,焊接强度就越大。但实际上,由于注射精度和固定装置等因素,焊接区域的面积将比设计预期的要小得多。注塑零件的尺寸精度和质量。注射成型缺陷(例如空隙)会吸收超声振动并影响能量传递。可能导致零件表面烧伤和内部裂纹,并降低焊接强度。润滑剂或脱模剂的这种表面污染将减少摩擦热的产生并阻碍焊接过程。同时,由于杂质进入焊缝,会损坏焊缝强度。在焊接过程中,焊缝处的PPS塑料迅速熔化并迅速冷却,这往往会产生更多的非晶态(非晶态)。当产品温度超过85°C时,PPS将逐渐转变为半结晶状态,从而在产品内部产生额外的应力。