
2 测试结果与分析
2. 1 静态标定结果
采用标准测试设备,对测试系统进行了静态标定. 输入信号采用标准正弦波形信号源,由数字表头读出测量值. 实验结果表明,电压、电流有效值测量精度均满足误差小于1 % ,相位差误差小于±1 % ,频率测量在20 kHz 时,误差小于2 Hz.
2. 2 焊接过程在线检测
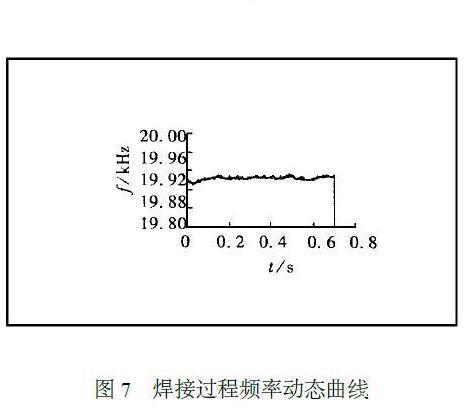
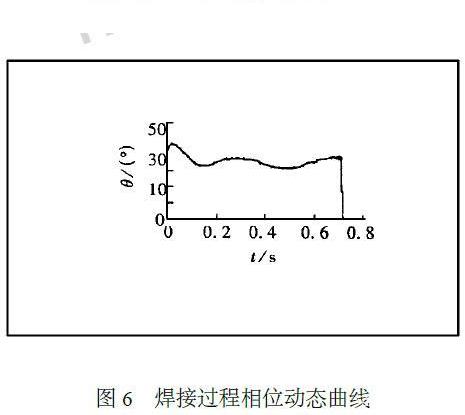
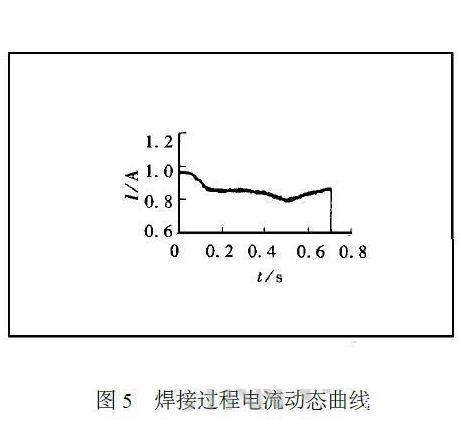
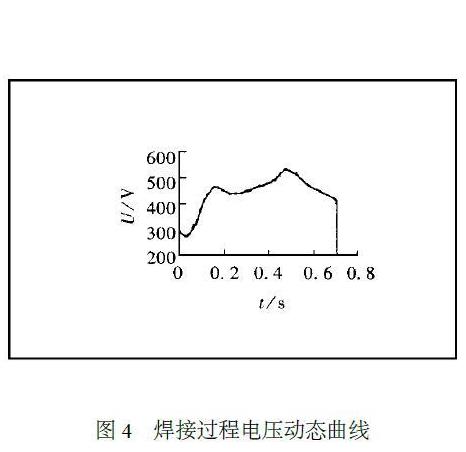
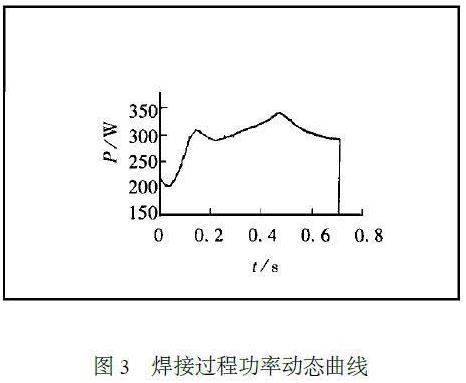
利用瑞士Rinco 焊机对聚苯乙烯材料进行焊接过程在线实时测量. 焊接条件如下: 振幅为20μm , 起振压力91806 ×104 Pa , 焊接压力为141709 ×104 Pa ,焊接时间0. 7 s ,保压时间2 s. 图3~图7 为焊接过程超声波电信号变化曲线.
2. 3 焊接过程检测结果分析
由实验结果可以看出,在整个焊接过程中输入超声波焊机声学系统的电流基本在0. 8~1. 0 A变化,相对于电压及功率而言,变化幅度不大. 对聚苯乙烯材料来说,焊接过程中声学系统工作频率的变化范围不超过80 Hz ,声学系统工作于良好谐振状态. 而相位差检测结果表明,电流超前电压30°~50°,即声学系统工作于容性负载状态. 由于焊接过程中要求振幅基本恒定,因此声学系统输入功率与电压均随负载阻力的大小变化而有所改变,呈现相似的变化规律.
由图3 可以看出从焊接开始至0. 18 s 处功率有上升趋势,然后略有下降.这是由于焊接时随着输入热量的积累使焊件上的导能筋逐渐熔化,随着导能筋的熔化铺展,造成焊件间接触面积逐渐加大,焊件间粘滞阻力变大,从而使得输入功率不断增加. 再后,随着焊件间熔融聚合物不断增温,接合面间熔融聚合物粘度变小,流动性增大,使焊件间粘滞阻力下降,输入功率也随之降. 随着焊接过程的进行,熔融聚合物被不断挤出焊接区,使上下表面间粘滞阻力又逐渐增大,阻抗又一次开始上升.
此后随着上下表面不断熔化,阻抗又下降. 由此不难看出,焊接过程负载阻抗的变化,可以及时地反映到输入电信号上. 这主要是由于声学系统是机电转换器件,其输入端电信号与输出端机械量之间存在着确定的对应关系,因此,焊件在焊接过程中熔化状态的变化,通过声学系统的机械端可以反映到输入端电信号的变化上来,这就为超声波塑料焊接过程控制提供了依据,使超声波焊接实时控制成为可能.
珠海声峰超声波,专注超声波塑焊24年,旗下领有多个品牌;专业生产超声波塑焊机、旋转摩擦焊接机(旋熔机)、热板机、热焊机、清洗机、超声波工装夹具;设备达到行业欧日等领先品格,比进口机跟便宜,合用于医疗耗材、化妆品、汽车配件等行业热塑性塑胶的焊接,声峰公司拥有有70多台CNC加工设备,为客户供应中山超声波焊接机、江门超声波塑焊机、阳江超音波设备配件、佛山超声波清洗机等、根据厂家需求定制非标设备。

